Opportunities for Creepfeed grinding (CFG) are surfacing in every aspect of today’s manufacturing. It’s not uncommon to find a process once used predominately in the aerospace industry to manufacture difficult-to-grind materials like turbine blades in use in today’s applications that include the manufacturing of lawn mower blades and or medical devices. The depth of cut (DOC) ranges typically from 0.100” and up to 0.500” of an inch of material in one to two passes. The arc of contact when the DOC is 0.100 “ results in an arc of over 1.200”. This is far from the arc of contact found in most reciprocating or pendulum grinding processes. Proper size relationship between abrasive grains and wheel cavities for chip clearance and coolant transportation are required for a stable process.
· Controlled abrasive and pore distribution - for high dynamic balance.
· Greater bond strength - to accept the higher total forces with higher concentrations of porosity.
· Controlled bond degradation - at the interface of wheel and piece part.
· Reproducibility
Thousands of hair trimmers have been produced using CFG as the preferred process.
Press brake materials made from tool steels are another application that lends itself well to creepfeed grinding. When high metal removal rates are necessary to produce this type of parts the added advantage of continuous dress (CDCF) creepfeed can be implemented.
This surgical cutting tool is manufactured using CFG. The intricate form required of the surgical saw must be bur free and extremely sharp. This is the only economical process to produce a bur free part and with the proper work holding device can produce 200 parts per fixture load.
This rotary surgical bur is manufactured using CFG. The application requires a rotary indexer and a multi-access machine tool. The product attains the required edge sharpness and geometry from the super abrasive resin bonded grinding wheel. MRR is significant in proportion to the size of the part.
Typical configurations of dressing infeed devices.
Induced porosity conventional grinding wheels and overhead dressing devices permit significantly higher rates of material removal. When using CDCF the rotating overhead-dressing roll is continuously fed into the grinding wheel presenting a sharp form in the wheel at the contact point with the work piece. The advantage of CDCF is the short cycle time that permits a higher parts hour output with minimal stress to the workpiece.
CFG is the process utilized in forming the slots in this automotive transmission component from solid.
CFG has offered a cost-effective solution in the slotting process of rotors. The cost savings are not limited to the fast stock removal but also the elimination of costly deburring operations.
Wire stripping tool manufactured from high-speed steel using one pass CFG process.
While the process is gaining acceptance worldwide it’s not new to the manufacturing industry. With over twenty years of use in the aerospace industry using mostly European built machine tools. United States machine tool builders are now actively promoting machines to every facet of industry. The next generation of grinding machines can effectively utilize superabrasive technology. US grinding wheel manufactures can now produce induced porosity vitrified CBN that meet or exceed offshore suppliers. The advantages of higher wheel speeds with less abrasive wheel wear mean more parts produced with less downtime. Five thousand parts before wheel truing or without a wheel change quickly offer a return on investment. Less abrasive contamination to coolant systems also permits longer product life.
The long wait for machine tool builders to produce equipment to take advantage of this technology is now reaching the shop floor. The use of the 150 horsepower machines is limited in today’s industry. With near net casting abilities less material removal is required. Smaller footprint machines with 60 horsepower or less are common. This smaller flexible system fits well in today’s just in time manufacturing requirements. As with any product, with a size reduction of the machine tool there is also a cost reduction to the end user. The one time cost prohibitive machine tool is now cost effective and within reach of many end users. While superabrasive use may not suit everybody, its there to explore when updating current processes or in evaluating a future product.
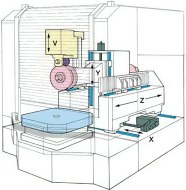
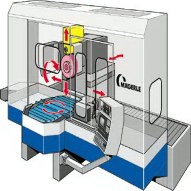
As floor space becomes increasingly critical. Machine tool builders are shrinking the footprint of the machine. Small components lend themselves well to this type of machine tool. Machine tool stiffness must be evaluated to assure process control and capability. This is typical of the next generation machine tool.
This style machine tool pioneered by ELB utilizes a DC drive motor interfaced to the worktable.
The design permits “speed stroke” capabilities for rapid plunge grinding.